

Industrial fluid transfer systems work under demanding conditions where safety, durability, and compatibility are critical. In chemical plants, pharmaceutical facilities, petroleum operations, paint manufacturing units, fertilizer production, and industrial cleaning systems, the performance of a chemical hose directly affects operational reliability.
A standard industrial hose cannot safely handle corrosive chemicals, solvents, or temperature-sensitive fluids for extended periods. Industrial environments require a specialized chemical hose that can maintain structural stability while transferring aggressive materials under pressure.
Modern industries pay close attention to hose quality because transfer failures can interrupt production, damage equipment, create contamination risks, and increase maintenance costs. This is why industrial buyers often prefer experienced chemical hose manufacturers that understand industrial operating conditions and application-specific requirements.
Businesses searching for industrial-grade hose systems and engineered fluid transfer products often work with Mangla Rubber Industries for industrial rubber products and hose solutions.
Why Industrial Applications Require Specialized Hose Systems
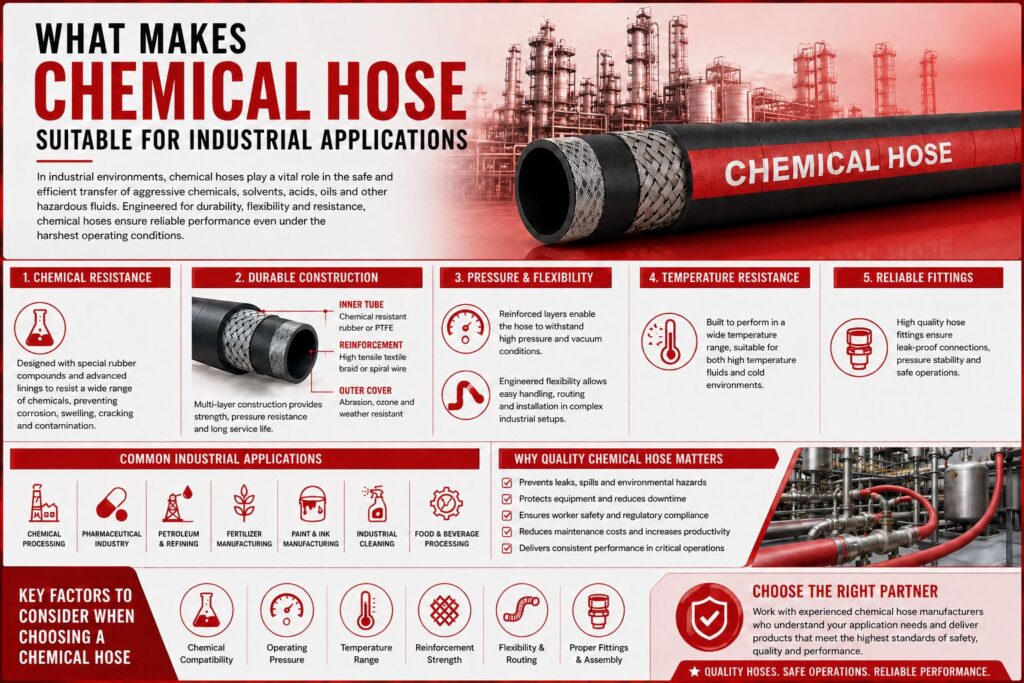
Chemical transfer applications are very different from standard air or water transfer operations. Industrial chemicals can react aggressively with ordinary hose materials, leading to swelling, cracking, internal damage, and leakage. A properly designed chemical hose is manufactured using materials that resist chemical reactions while maintaining flexibility and pressure stability.
Industries such as pharmaceuticals, chemical processing, petroleum refining, food manufacturing, and industrial cleaning depend heavily on reliable transfer systems for uninterrupted operations. In these sectors, even a minor hose issue can affect production quality and workplace safety.
A high-performance chemical hose pipe must withstand pressure variation, abrasion, changing temperatures, and continuous chemical exposure without losing efficiency. This is why industries invest in industrial-grade transfer systems instead of using standard rubber hoses for sensitive applications.
Material Construction and Chemical Resistance
One of the main factors that determines whether a hose is suitable for industrial chemical transfer is the quality of its internal lining. The inner tube comes into direct contact with chemicals, so material compatibility becomes extremely important.
Different industrial fluids require different hose compounds. Some chemicals may damage ordinary rubber materials quickly, while specially engineered compounds can resist corrosion and maintain long-term durability.
A quality rubber chemical hose is commonly manufactured using materials such as EPDM, nitrile rubber, PTFE lining, and synthetic elastomers. These materials help resist chemical attack, reduce contamination risks, and improve operational safety during fluid transfer.
The external cover also matters because industrial hose systems are frequently exposed to oils, sunlight, moisture, abrasion, and mechanical stress. A durable outer layer helps protect the structure from environmental damage and improves service life.
Reliable chemical hose manufacturers generally focus heavily on material selection because compound quality directly affects industrial performance.
Reinforcement and Pressure Handling Capability
Industrial transfer systems often operate under continuous pressure conditions. Some applications involve high-pressure pumping systems, while others require suction and discharge operations across large industrial setups.
A properly engineered chemical hose contains reinforcement layers that improve pressure resistance and structural strength. These reinforcement layers may include textile braiding, synthetic yarn reinforcement, spiral reinforcement, or wire support depending on operational requirements.
A braided chemical hose is commonly preferred in industrial environments because braided reinforcement improves flexibility while maintaining pressure stability. This type of construction performs well in applications where movement, vibration, and routing flexibility are necessary.
Weak reinforcement can create operational problems. Pressure fluctuations may cause leakage, internal damage, bulging, or burst failure if the reinforcement structure is not designed correctly. This is why industries carefully evaluate reinforcement quality before selecting a chemical hose manufacturer for long-term industrial use.
Flexibility and Operational Efficiency
Industrial hose routing is rarely straightforward. Chemical transfer systems usually involve pumps, tanks, pipelines, machinery, and confined operational spaces where flexibility becomes important.
A reliable chemical hose must bend smoothly without collapsing or restricting fluid flow. Poor flexibility can create pressure buildup, reduce transfer efficiency, and increase hose fatigue over time.
Industrial systems also involve vibration and machine movement during operation. Flexible construction helps absorb operational stress while reducing strain on couplings and fittings.
Modern chemical hoses and fittings are designed to support easier installation and smoother movement without affecting transfer performance. Flexibility becomes especially important in mobile equipment and industrial systems operating under constant mechanical movement.
Importance of Proper Hose Fittings
The performance of a hose assembly depends not only on the hose itself but also on the quality of the fittings used in the system. Even a high-quality hose may fail if incompatible fittings are installed.
Industrial chemical hose fittings must withstand pressure, vibration, temperature variation, and chemical exposure during operation. Stainless steel fittings are commonly preferred because they offer strong corrosion resistance and long-term durability.
Correct assembly is equally important. Improper fitting selection or poor crimping can create leakage points and reduce system safety.
Reliable chemical hoses and fittings function together as a complete transfer system. Industries generally prefer suppliers capable of providing compatible assemblies designed specifically for industrial chemical transfer operations.
Temperature Resistance in Industrial Environments
Many industrial processes involve elevated temperatures during chemical transfer operations. Heated fluids, thermal processing systems, and steam cleaning environments place additional stress on industrial hose assemblies.
A suitable chemical hose must maintain flexibility and internal stability even under high-temperature conditions. Heat-resistant construction helps prevent softening, cracking, and reinforcement separation during continuous industrial operation.
Industrial buyers usually evaluate temperature rating and chemical compatibility together because thermal exposure can accelerate hose deterioration if the material is unsuitable for the application.
A durable rubber chemical hose supports operational reliability even in demanding environments where temperature and pressure conditions vary regularly.
Industrial Safety and Maintenance Requirements
Chemical transfer systems are closely connected to industrial safety. Leakage from a damaged chemical hose can create environmental hazards, contamination risks, equipment damage, and operational downtime.
This is why preventive maintenance is common across industries using industrial transfer systems. Maintenance teams regularly inspect hoses for cracks, surface wear, coupling issues, reinforcement exposure, and leakage signs.
Reliable chemical hose suppliers generally focus on pressure testing, quality inspection, and durability standards because industrial buyers expect consistent long-term performance.
Industries also prefer suppliers that understand operational applications rather than simply supplying standard products.
Businesses evaluating industrial hose systems and manufacturing expertise often review About Mangla Rubber Industries before selecting industrial hose partners.
Choosing the Right Industrial Supplier
Selecting the right chemical hose manufacturer is important for operational efficiency and long-term reliability. Industrial buyers usually look for suppliers that understand industrial applications, chemical compatibility, and pressure requirements.
Experienced chemical hose manufacturers focus on reinforcement quality, fitting compatibility, material testing, and application-specific support. This helps industries reduce downtime and improve maintenance planning.
Reliable chemical hose suppliers also help industrial buyers select hose systems according to fluid type, temperature range, operating conditions, and pressure requirements.
Businesses looking for industrial hose systems, hydraulic assemblies, and industrial rubber products can explore Mangla Rubber Industries Services for broader industrial support.
Industries handling steam transfer, heated fluids, and high-temperature industrial operations should understand how hose quality directly affects safety and system performance. Businesses can also explore The Role of High Pressure Steam Hose to learn more about steam hose applications, operational challenges, and industrial hose performance requirements.
Industrial Hose Solutions for Reliable Operations
Industrial environments require transfer systems capable of handling aggressive chemicals, pressure variation, mechanical stress, and continuous operational movement without compromising safety or efficiency.
A properly engineered chemical hose improves transfer reliability, reduces maintenance interruptions, and supports safer industrial operations across multiple sectors.
Businesses looking for industrial hose systems, hydraulic products, and application-specific transfer solutions can connect through the Mangla Rubber Industries Contact Page for industrial support and product consultation.
For industrial updates and operational insights, professionals can also follow Mangla Rubber Industries on LinkedIn.
Final Thoughts
The suitability of a chemical hose for industrial applications depends on multiple operational factors working together. Chemical resistance, pressure handling capability, flexibility, reinforcement quality, fitting compatibility, and temperature stability all influence long-term performance.
Industries today require durable chemical hoses and fittings that support uninterrupted operations while maintaining safety and reliability. Selecting the right chemical hose pipe helps businesses improve transfer efficiency, reduce maintenance costs, and maintain stable industrial operations under demanding working conditions.
What is a chemical hose used for?
A chemical hose is used for transferring chemicals, solvents, acids, petroleum products, and industrial fluids safely in manufacturing and industrial operations.
Why is chemical compatibility important in industrial hose systems?
Chemical compatibility helps prevent hose damage, contamination, leakage, and operational failure during industrial fluid transfer.
What materials are commonly used in a rubber chemical hose?
A rubber chemical hose is commonly manufactured using EPDM, nitrile rubber, PTFE lining, and synthetic elastomers designed for industrial chemical resistance.
Why are braided chemical hoses used in industrial applications?
A braided chemical hose provides improved flexibility and reinforcement strength, making it suitable for demanding pressure-based industrial operations.
Why are chemical hose fittings important?
Chemical hose fittings help maintain leak-proof connections, improve pressure stability, and support safer industrial transfer operations.
