
In the modern industrial landscape, where precision and safety are paramount, a chemical resistant industrial hose is far more than a simple conduit. It is a critical safety component designed to manage the volatile relationship between aggressive fluids and the environment. Whether you are operating in pharmaceutical manufacturing, petrochemical refining, or large-scale agriculture, choosing the right chemical resistant industrial hose is the difference between a high-efficiency operation and a catastrophic system failure.
Why Material Science Matters in 2026
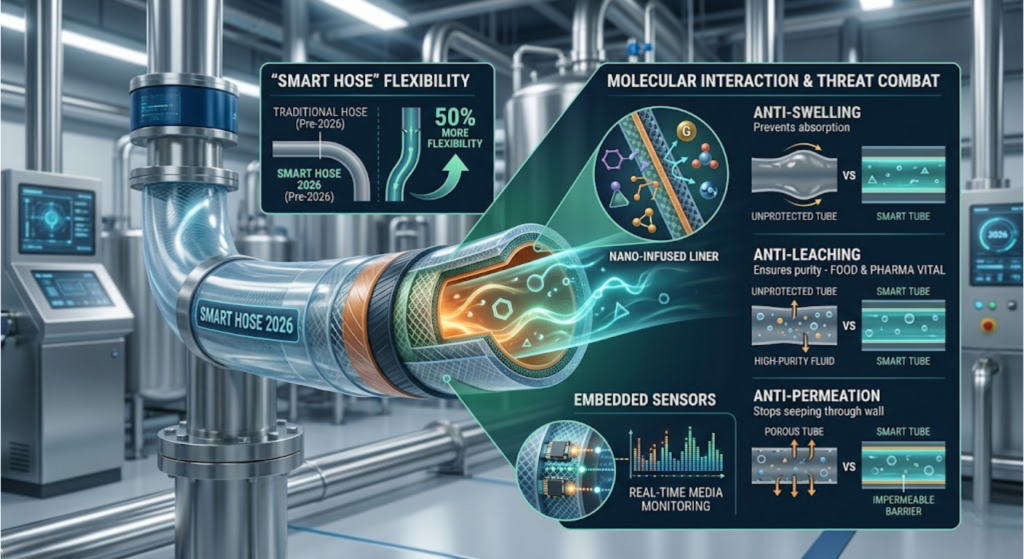
Chemical resistance is no longer a “one size fits all” category. As of 2026, advancements in polymer science have introduced “Smart Hoses” equipped with embedded sensors and nano-infused liners that offer 50% more flexibility than traditional models. When selecting a chemical resistant industrial hose, the molecular interaction between the inner tube and the media is the primary concern.
Modern hoses are engineered to combat three main threats:
Swelling: Preventing the rubber or polymer from absorbing chemicals and losing structural integrity.
Leaching: Ensuring the hose material does not contaminate high-purity fluids (vital for food and pharma).
Permeation: Stopping gas or liquid molecules from seeping through the hose wall.
Core Materials for Maximum Durability
To achieve peak performance, a chemical resistant industrial hose typically utilizes one of these three industry-standard liners:
PTFE (Polytetrafluoroethylene): The “gold standard” for nearly universal chemical resistance. It handles temperatures from -200°C to +260°C and is ideal for “super-acids” and high-purity lab environments.
UHMW-PE (Ultra-High Molecular Weight Polyethylene): A rugged, cost-effective liner that resists a wide array of acids and solvents. In 2026, hybrid constructions use UHMW-PE to provide the chemical “bulletproofing” of plastic with the bend radius of rubber.
EPDM (Ethylene Propylene Diene Monomer): The versatile workhorse. An EPDM-based chemical resistant industrial hose is best for polar substances like alcohols, ketones, and steam.
| Material | Best For | Temp Range |
|---|---|---|
| PTFE | Corrosive Acids / Pharma | -200°C to +260°C |
| UHMW-PE | General Solvents / Alkalis | -40°C to +100°C |
| EPDM | Alcohols / Polar Chemicals | -50°C to +150°C |
| Viton (FKM) | Oils / Hydrocarbons | -20°C to +250°C |
The S.T.A.M.P.E.D. Selection Method
Engineers in 2026 rely on the STAMPED acronym to ensure they specify the correct chemical resistant industrial hosefor their specific application:
S (Size): Considering the internal diameter (ID) to maintain flow velocity and the outer diameter (OD) for space constraints.
T (Temperature): Accounting for the temperature of the fluid and the external environment.
A (Application): Determining if the chemical resistant industrial hose will be used for suction (vacuum) or discharge (pressure).
M (Material): Identifying the exact chemical concentration. Even a compatible material can fail if the concentration or temperature exceeds its rating.
P (Pressure): Ensuring the hose meets a 4:1 burst-to-working pressure safety factor.
E (Ends): Choosing fittings like 316 Stainless Steel camlocks or PTFE-lined flanges to prevent corrosion at the connection point.
D (Delivery): Verifying certifications such as FDA, USP Class VI, or ISO 9001.
Maintenance and Safety Standards
A high-quality chemical resistant industrial hose is an investment. In 2026, many facilities use RFID tags to track the service life of their assemblies. To maximize your ROI:
Conduct Quarterly Inspections: Look for kinking, cover abrasion, or “blistering” on the outer layer.
Static Dissipation: In flammable environments, always choose a chemical resistant industrial hose with a static-dissipative design to prevent spark discharge.
Proper Storage: Store hoses in a cool, dry area away from direct UV light, which can degrade the outer cover even if the inner liner is intact.
Conclusion
Selecting the right chemical resistant industrial hose requires a deep understanding of both chemistry and mechanical engineering. By prioritizing material compatibility and adhering to the STAMPED method, you can ensure a safe, leak-free environment that stands up to the most aggressive industrial challenges of 2026. Investing in a premium chemical resistant industrial hose today prevents the costly downtime and environmental hazards of tomorrow.
